


























































































型材锯中的3D打印固定装置
精度高,良好的滑动性能
简介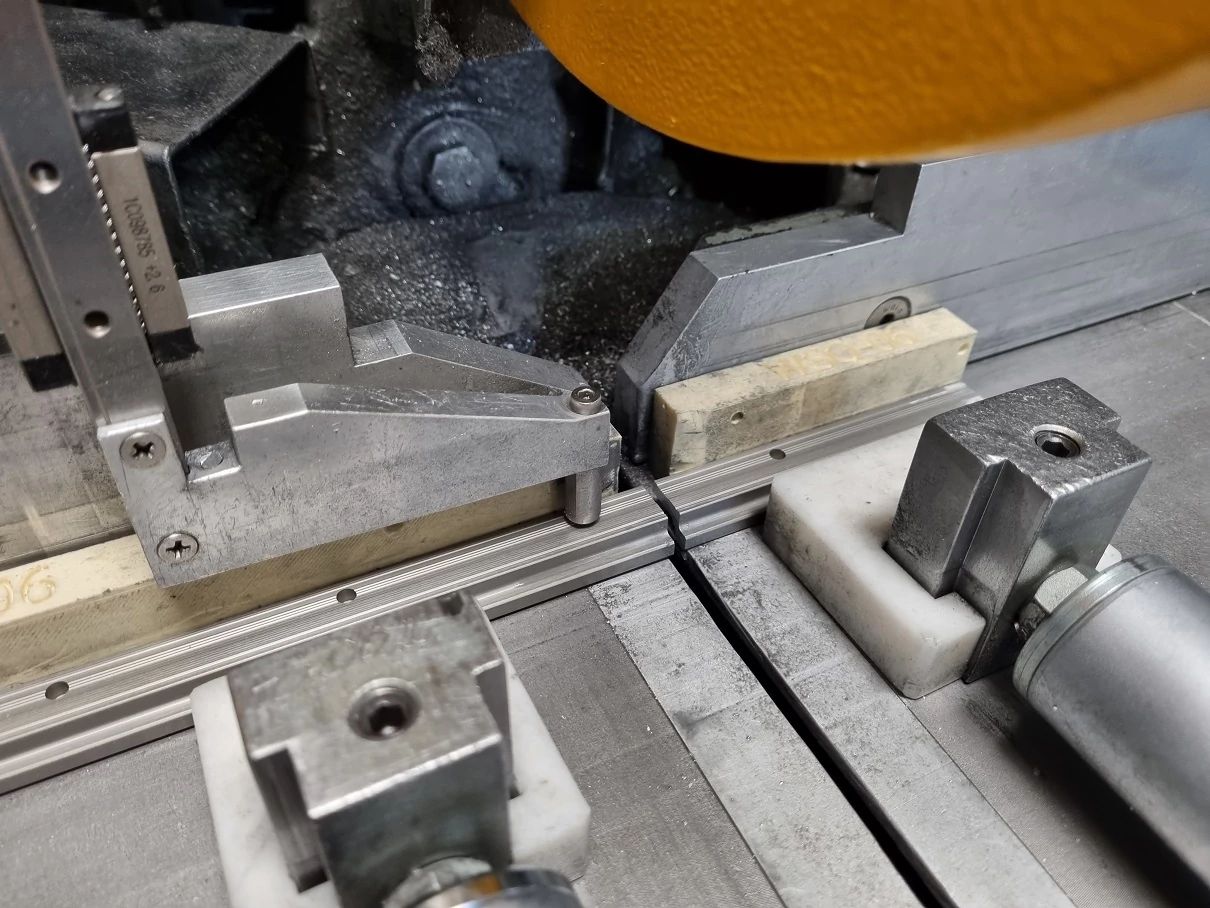
- 所需产品:型材锯固定装置
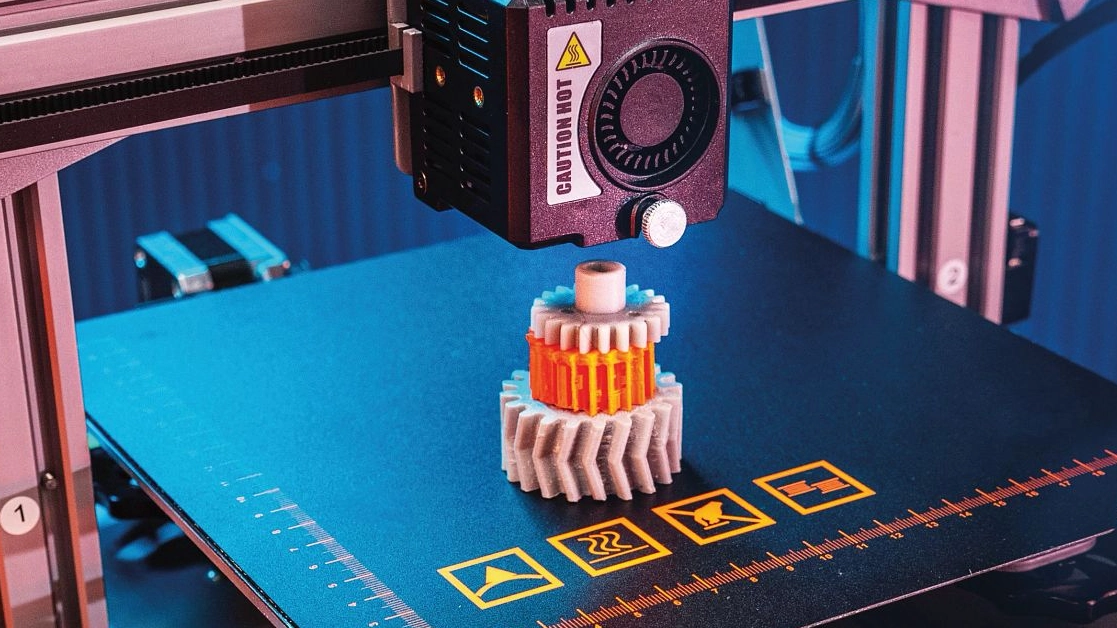
- 制造工艺:纤维挤出(FDM)和选择性激光烧结(SLS)
- 要求:配合精度、良好的滑动性能、耐磨性
- 材料:iglidur®i190和iglidur®i3
- 所属行业:机床
- 成功合作经验:让导轨切割实现更精确
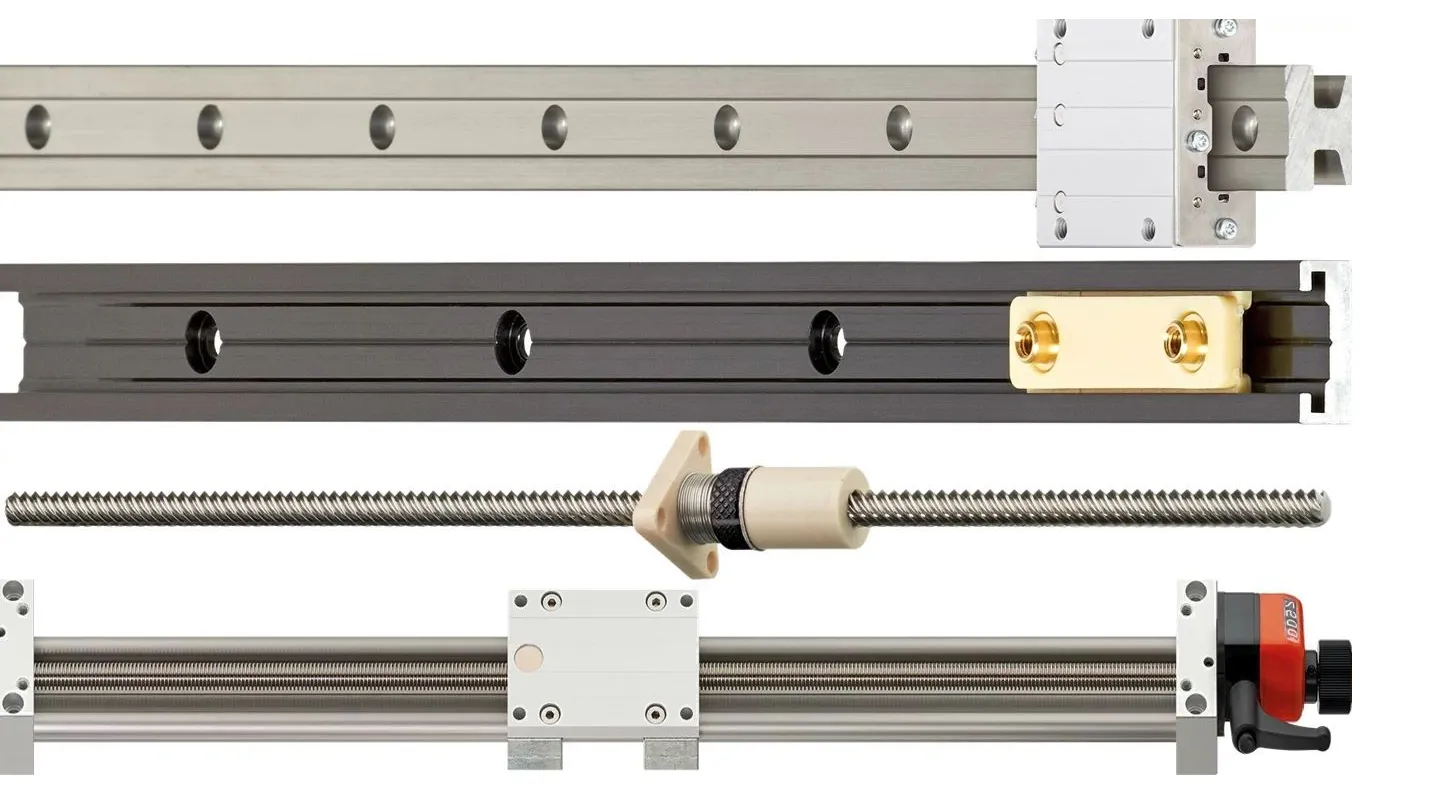
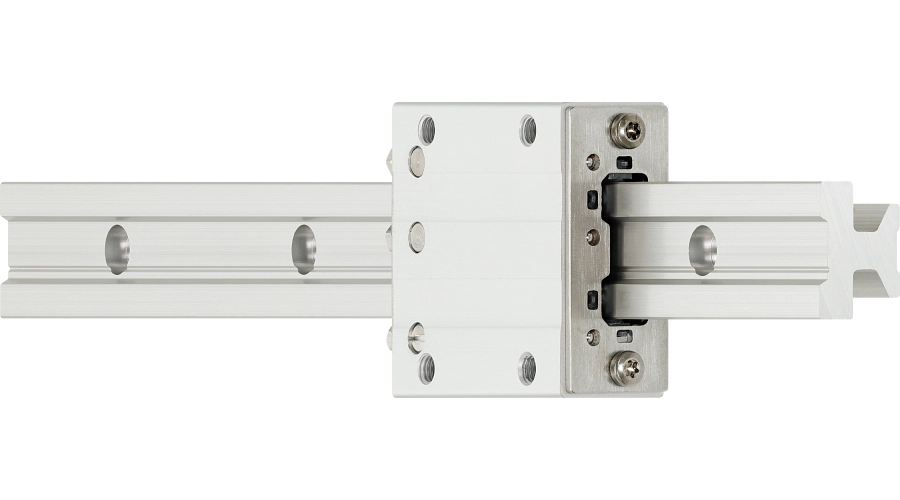
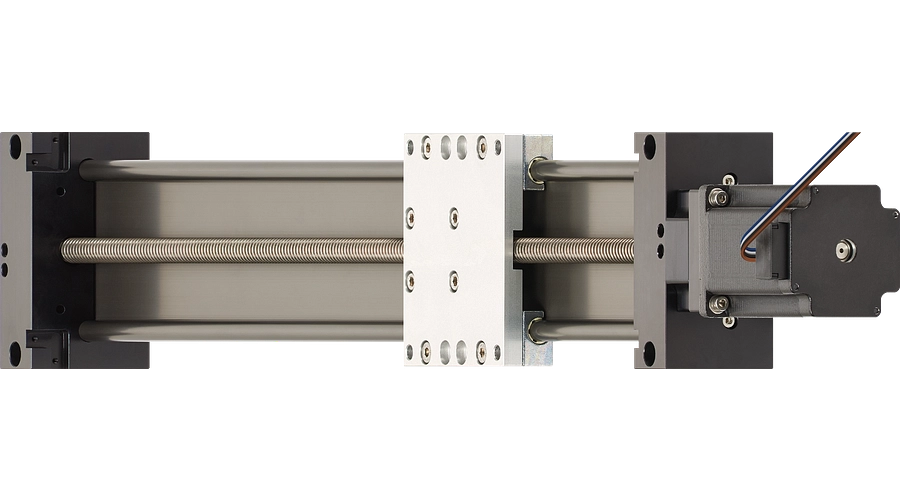
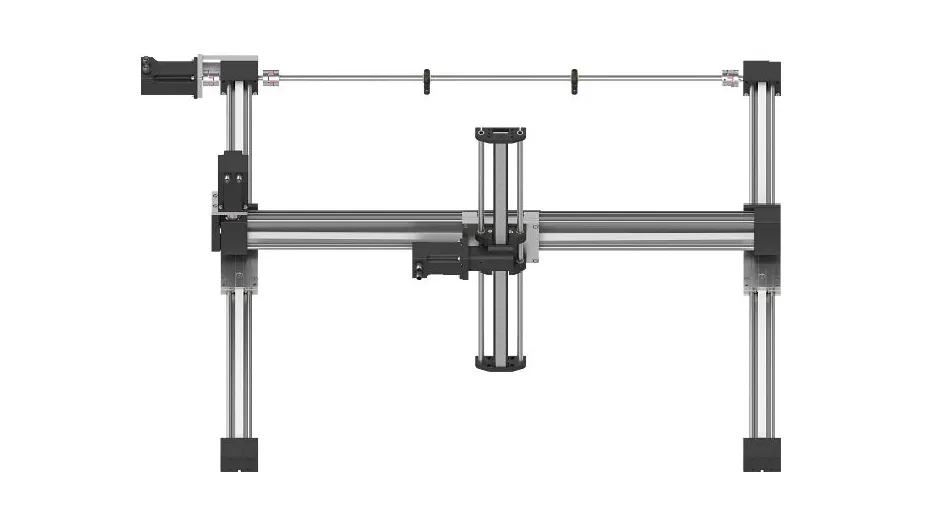
为了确保igus drylin导轨在切割时,孔位置线两侧始终保持对称,drylin工程师设计了一种定位装置,将导轨与型材锯的工作面保持直角。如果没有这个夹具,导轨和切割表面会存在一定角度,这样难以保证切割导轨精度的稳定。而第一代的铝制夹具,会导致导轨上出现划痕。为了寻找合适的材料,我们用iglidur i190和iglidur I3制作了两个不同长度的夹具。而其可行性在测试开始没多久就得到了证明:由于iglidur材料的摩擦学特性,导轨上不再出现划痕,现在切割出来的导轨尺寸可以做到几乎一模一样。
问题描述
igus drylin®系列的直线导轨可根据客户要求,采用型材锯对其进行切割。当导轨被夹紧时,我们会将定位销插入第一个孔中,以限定孔与导轨末端间的距离。这对于确保导轨在客户应用中的精确配合非常重要。然而眼下我们做不到非常准确,因为导轨以某一角度放置在工作表面上,因此锥形销无法以正确的角度插入孔中。所以,我们需要一个精密的装配夹具来将导轨与型材锯保持直角,从而确保定位销与孔配合正确。此外,该夹具的材料应具有良好的滑动性能,以免对导轨造成损坏,如划痕。此外,该夹具的高耐磨性是重要的,因为它在日常使用中要面对高负载。
解决方案
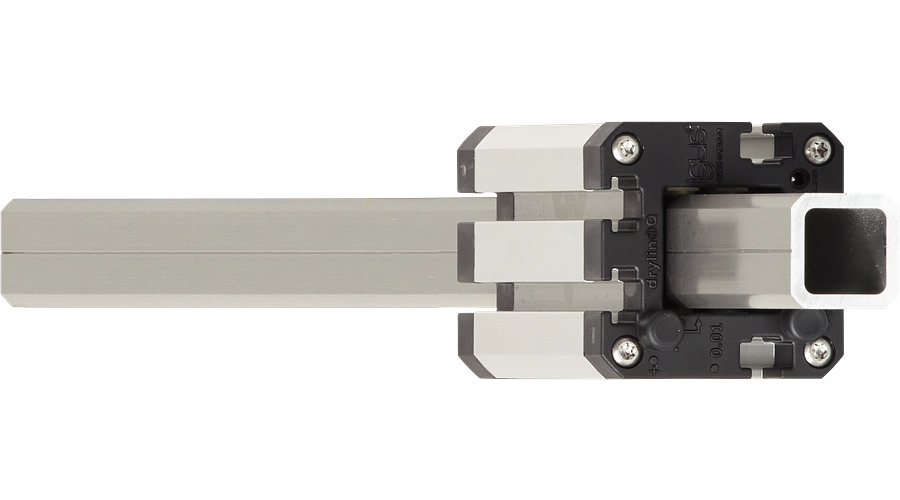
第一个铝制夹具在导轨上造成了划痕。igus的3D打印服务很快找到了另一种解决方案。很快,我们就在锯槽两侧制造了一个长夹具和一个短夹具。较大的夹具用iglidur i190的细丝挤出工艺(FDM)快速生产,而较小的零件可以用iglidur I3的选择性激光烧结(SLS)更快完成打印生产。两种经过摩擦学优化的材料都能够满足要求。导轨上不再出现划痕,并且夹具配合的准确性在锯切时提供了更好的稳定性和更高的精度。
3D打印的优势:自由配置,按需定制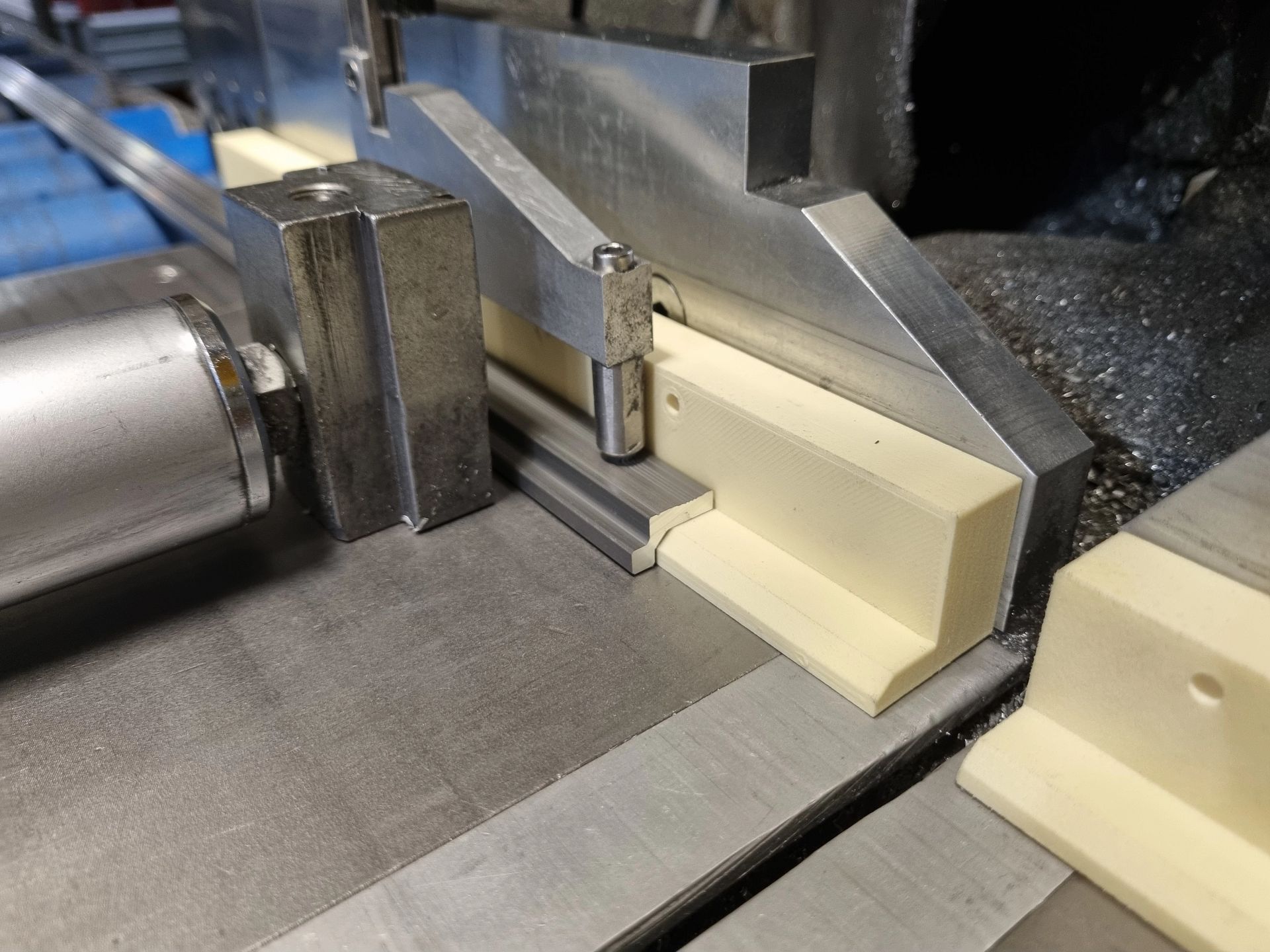
与去除材料的传统制造工艺(如车削或腐蚀)不同,增材制造的原理是通过逐层添加材料实现制造。 因此,该工艺特别适用于复杂的几何形状,也适用于非标尺寸的定制部件。尽管传统工艺原则上也可以进行个性化定制,但它们往往成本较高。而3D打印生产这类部件毫无困难。在这个案例中,由iglidur I3打印的零件花费比铣削一个固定夹具的成本要低20%。
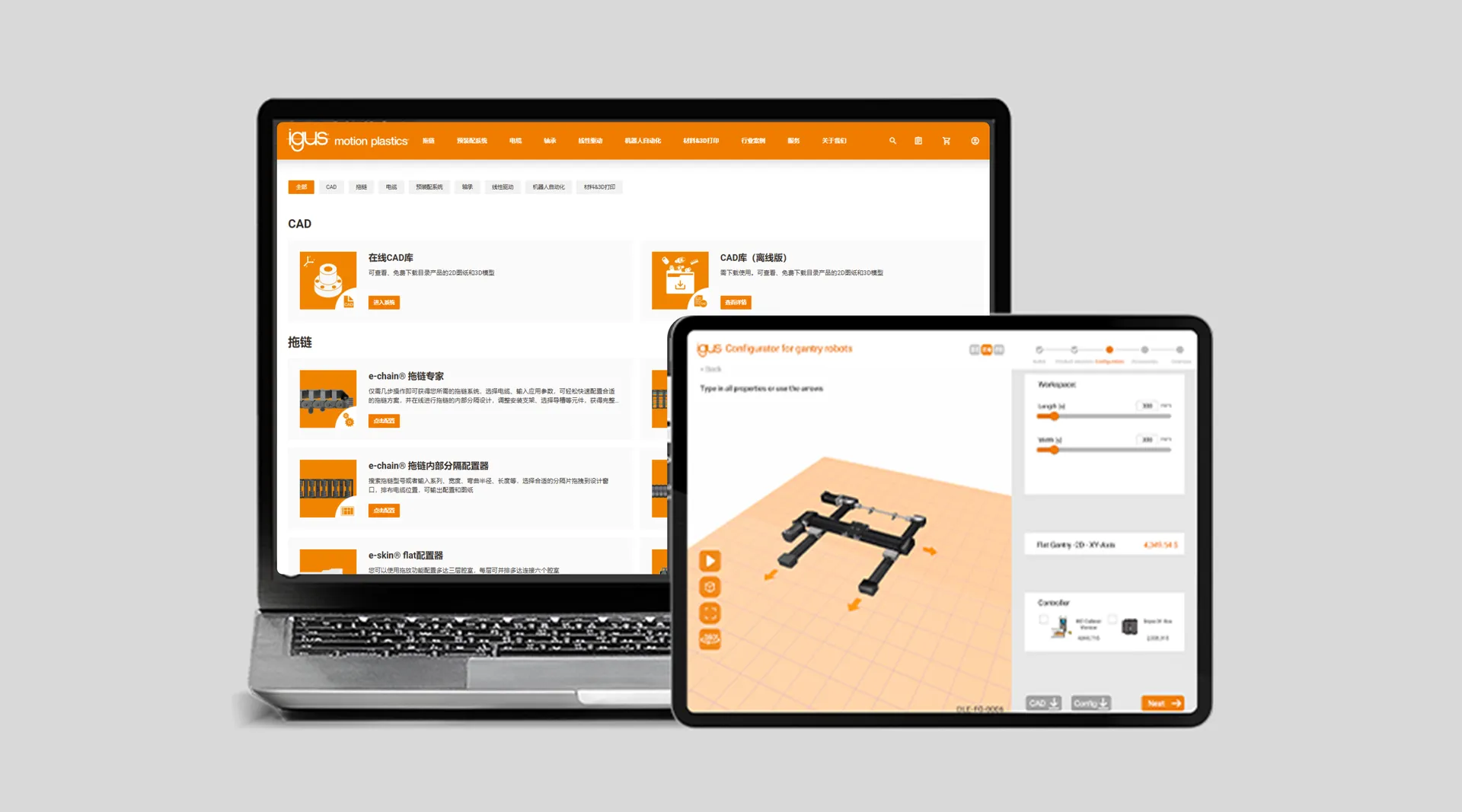
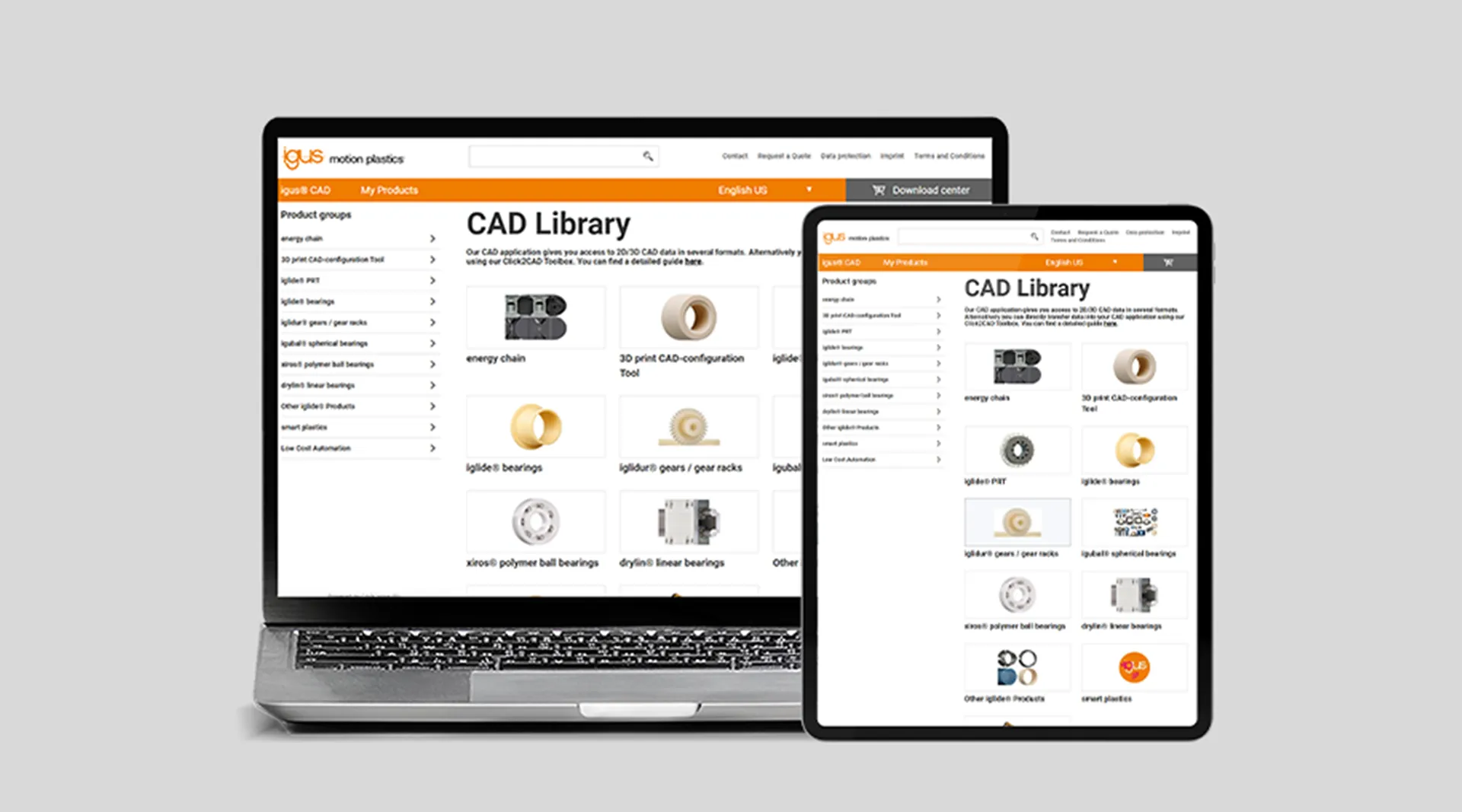
您可以使用igus在线CAD配置器独立设计3D打印零件。在这里,您可以在预制的CAD模型基础上根据个人要求自由配置尺寸,然后只需点击几下,就可以检查零件打印的可行性并计算价格。
此应用案例中使用到的产品系列


实用工具


